In the field of semiconductor manufacturing, pure water is an indispensable "lifeline," and its quality directly affects the performance and yield of chips. In addition to the strict control of ions and particles in water, dissolved gases and static electricity are also key factors affecting production. During the manufacturing process of high-end chips, static electricity can damage products and cause defects. Therefore, how to effectively prevent the generation of static electricity has become an urgent problem to be solved in the ultrapure water process for semiconductors.
In traditional methods, direct spray cleaning and recirculating rinsing with pure water can eliminate static electricity to a certain extent, but they have many drawbacks. Their resistivity is easily affected by factors such as temperature, humidity, and equipment aging, resulting in poor stability. This leads to inconsistent anti-static effects, increasing the risk of product damage due to static electricity. Maintenance costs are also quite high: regular water quality testing requires the purchase of expensive equipment and reagents, consumables such as filtration equipment and ion exchange resins need to be replaced frequently, and labor costs are not negligible, imposing a heavy burden on enterprises. Moreover, they have strict environmental requirements: production workshops need to strictly control cleanliness, and pure water storage and transportation require special containers and pipelines, limiting application scenarios. In addition, in the event of sudden static electricity incidents, due to the time-consuming preparation and circulation of pure water, the emergency response capability is insufficient, making it difficult to protect products and equipment at critical moments.
In the field of anti-static treatment of pure water for semiconductors, a new bubble-free membrane aeration technology is adopted. High-purity carbon dioxide is uniformly dissolved into ultrapure water. When carbon dioxide dissolves in pure water, it forms carbonate ions, which significantly reduces the resistivity of the pure water in the water tank. This prevents static electricity generation during the dicing and cleaning processes of semiconductor materials, which could damage products, and eliminates the electrostatic adsorption of cutting particles to facilitate cleaning. After the products are cleaned and dried, carbon dioxide volatilizes without leaving any impurities, causing no pollution.
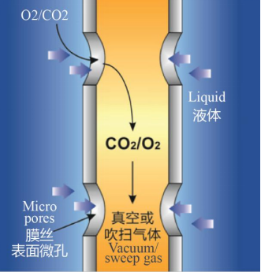
The membrane used in the bubble-free membrane aeration technology is a hydrophobic membrane. One side of the membrane is in contact with carbon dioxide, and the other side with water. Carbon dioxide can freely pass through the membrane and be uniformly dissolved in water, while water and ions on the water side cannot penetrate the membrane. By precisely adjusting and controlling the amount of carbon dioxide, the concentration of carbon dioxide on the water side can be accurately controlled, thereby precisely regulating the resistivity of ultrapure water.
The aeration membrane plays a significant role in anti-static treatment of pure water for semiconductors:
No Secondary Pollution: High-purity carbon dioxide gas is used as a substance to reduce resistance and introduced into ultrapure water. After drying, carbon dioxide can be completely volatilized without leaving any impurities, causing no secondary pollution to products.
Precise Control: Through the aeration membrane module, the dissolved amount of carbon dioxide can be controlled quickly, stably, and accurately, saving carbon dioxide consumption and meeting water resistance requirements.
Long Service Life: The aeration membrane has stable performance and a long service life, reducing equipment failures and downtime, lowering maintenance costs, and providing strong support for semiconductor manufacturing.
Since its establishment, Guochu Technology (Xiamen) Co., Ltd. has taken membrane separation technology as its core, committed to promoting new separation technologies, and continuously exploring new applications of new membrane separation technologies in fields such as biopharmaceuticals, microelectronics, metallurgy, chemical engineering, machinery, food, dairy products, beverages, and the environment. Based on the highly differentiated needs of different customers, it provides targeted comprehensive filtration and purification solutions to improve product quality and meet customer requirements.

