In the precision and complex field of semiconductor manufacturing, ultrapure water plays a crucial role. As process water in the microelectronics industry, it is widely used in wet cleaning processes before and after various manufacturing steps. The purity of ultrapure water directly affects product yield and equipment performance. Among the processes involved in producing ultrapure water, controlling dissolved oxygen is a crucial link.
Dissolved oxygen poses a major hazard in ultrapure water for semiconductors. During semiconductor production, key components such as silicon wafers and copper interconnects are highly susceptible to oxidative corrosion, with dissolved oxygen being one of the primary causes. It can trigger the thermal oxidation of silicon wafers, thereby impairing the performance and reliability of integrated circuits. Therefore, strictly controlling the dissolved oxygen content in ultrapure water is of great significance for improving the quality and yield of semiconductor products. Consequently, deoxygenation of ultrapure water has become an essential process in semiconductor manufacturing.
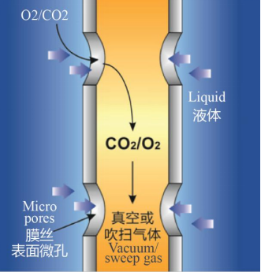
To achieve efficient deoxygenation of ultrapure water, the industry has adopted a variety of advanced technologies and equipment. Among them, membrane contactors remove gases such as carbon dioxide and oxygen from water based on the principle of diffusion, and have been widely used due to their excellent stability and durability. Their working principle is based on water flowing on one side of the hollow fiber membranes, while a vacuum is applied, a sweep gas is introduced, or a combination of both on the other side. The surface of the hollow fiber membranes, which undergo hydrophobic treatment, is equipped with numerous micropores that allow gas molecules to pass through while blocking water molecules. Under the negative pressure created by vacuum or sweep gas, the dissolved gases in the water on one side of the hollow fiber membranes continuously move through the micropores to the other side and are carried away by the vacuum or sweep gas, thereby achieving the goal of removing dissolved gases from water. The deoxygenation membrane contains a large number of hollow fibers, which can expand the gas-liquid interface area, thereby increasing the gas removal rate. The deoxygenation membrane can reduce the dissolved oxygen concentration to below 1 ppb and the dissolved carbon dioxide concentration to below 1 ppm.
Membrane contactors adopt advanced hollow fiber membrane materials and achieve efficient removal of dissolved oxygen in water through the principle of physical diffusion. This technology offers significant advantages:
Low Energy Consumption: Membrane contactors do not require thermal steam and can perform deoxygenation at room temperature, greatly reducing energy consumption. In addition, their extremely low energy consumption (mainly composed of vacuum pumps and nitrogen) further lowers operating costs.
Compact Equipment Size: Membrane contactors are small in size, making installation and maintenance extremely convenient. This facilitates easier installation and movement of the equipment, as well as convenient capacity expansion.
Stable Operation: Membrane contactors can reduce the dissolved oxygen concentration to below 1 ppb and operate stably, making them suitable for various industrial applications.
Advanced Technology: Membrane contactors use high-molecular polymer materials woven into hydrophobic hollow fiber arrays, featuring high mass transfer efficiency and impact resistance, thus avoiding fiber breakage.
Efficient Deoxygenation: Membrane contactors have high degassing efficiency and can efficiently remove oxygen from liquids at room temperature, making them suitable for various industrial water treatment applications.
Low Maintenance Costs: Due to their compact size and stable operation, membrane contactors incur relatively low maintenance costs.
Long Service Life: The degassing membrane has a long service life, reducing equipment failures and downtime, and lowering maintenance costs.
Since its establishment, Guochu Technology (Xiamen) Co., Ltd. has taken membrane separation technology as its core, committed to promoting new separation technologies, and continuously exploring new applications of new membrane separation technologies in fields such as biopharmaceuticals, microelectronics, metallurgy, chemical engineering, machinery, food, dairy products, beverages, and the environment. Based on the highly differentiated needs of different customers, it provides targeted comprehensive filtration and purification solutions to improve product quality and meet customer requirements.

