As a globally popular beverage, beer ranks among the top in terms of both production and sales due to its unique nutritional value and its content of various amino acids and other nutrients essential to the human body. It has become an indispensable part of people’s daily lives. However, as an alcoholic beverage, excessive consumption of beer can still harm vital organs such as the liver. Certain groups—such as drivers and diabetics—as well as individuals with specific medical conditions—are particularly ill-suited to consuming beer. As a result, people are now eagerly seeking new brewing technologies that can produce low-alcohol or even alcohol-free beers, offering an alternative to traditionally brewed alcoholic beers.
Traditional methods for producing alcohol-free beer fall into two main categories: the fermentation-limiting method and the alcohol-removal method. The fermentation-limiting method involves modifying either the yeast strains or the process conditions during brewing to limit the production of alcohol during fermentation. Since this method alters the original brewing process, the resulting alcohol-free beer differs significantly from conventional beer, making it less appealing to consumers. In contrast, the alcohol-removal method does not require changes to other brewing processes; instead, it simply adds a few homogeneous-phase separation unit operations during production to remove the alcohol from the beer.
Common alcohol removal methods include distillation and dialysis. Distillation is currently the more widely used method in China. However, it requires high equipment investment, expensive foreign patented technologies, and leaves a certain cooked flavor in the non-alcoholic beer. Dialysis is also quite expensive and difficult for beer enterprises to accept.
Based on years of experience in applying novel membrane separation technologies, Guochu Technology (Xiamen) Co., Ltd. has applied advanced membrane technology to the beer dealcoholization process. This membrane technology can effectively remove ethanol from beer without affecting the original process conditions, thereby producing high-quality non-alcoholic or low-alcohol beer.
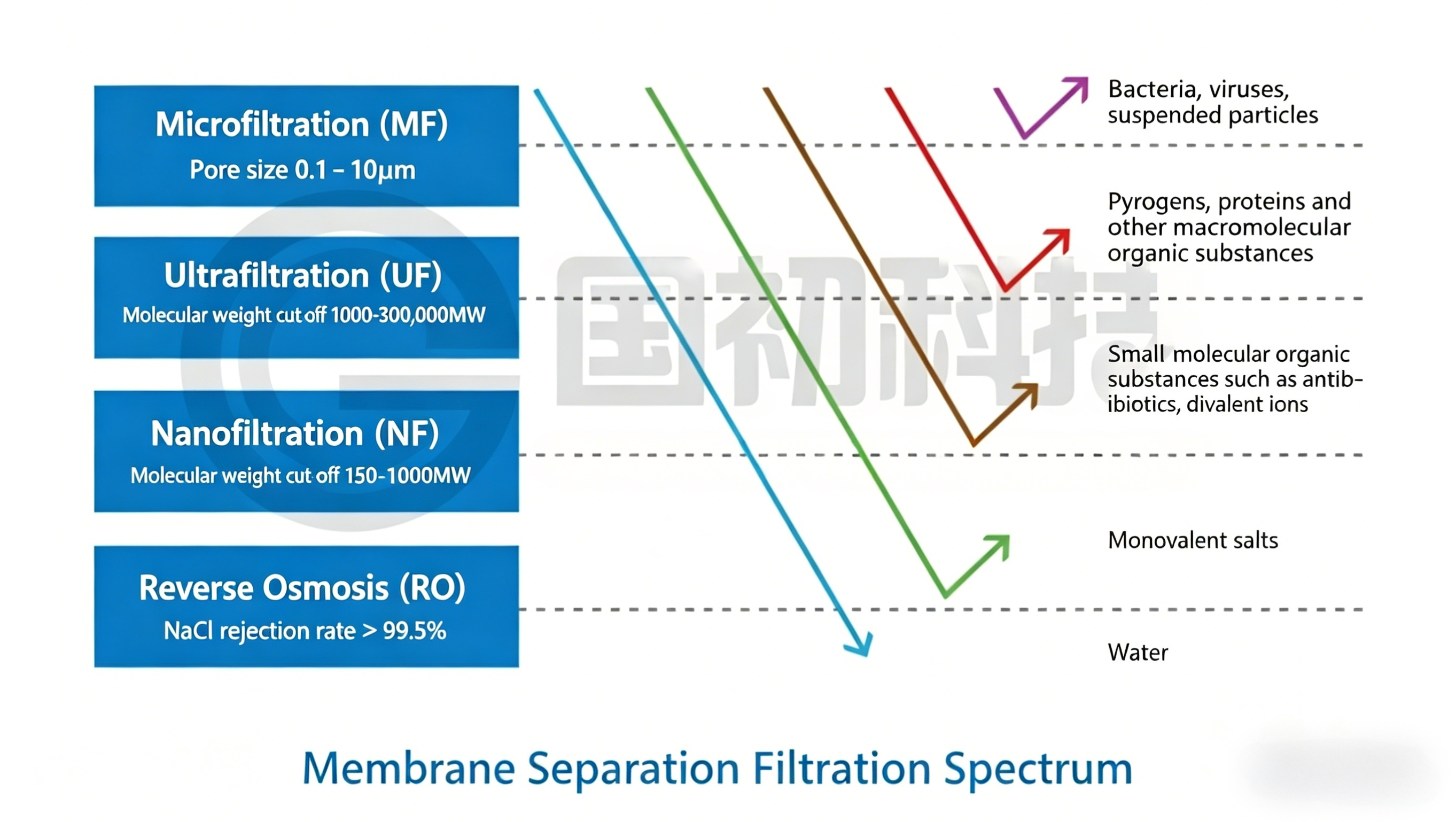
A membrane is a selective barrier between two phases. In simple terms, it is a polymer material that selectively separates a feed liquid under pressure differential. The separation process carried out by it is called membrane separation. Unlike traditional filters, membranes can separate at the molecular level, and the process is physical, requiring no phase change or addition of additives. Membrane thickness is generally on the micrometer scale. Depending on pore size, membranes can be classified as microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO). In cross-flow membrane processes, the separation and rejection performance of different membranes are distinguished by pore size and molecular weight cut-off. The figure below briefly illustrates the four different membrane separation processes (the arrows reflecting rejection indicate that the substance cannot permeate the membrane and is retained):
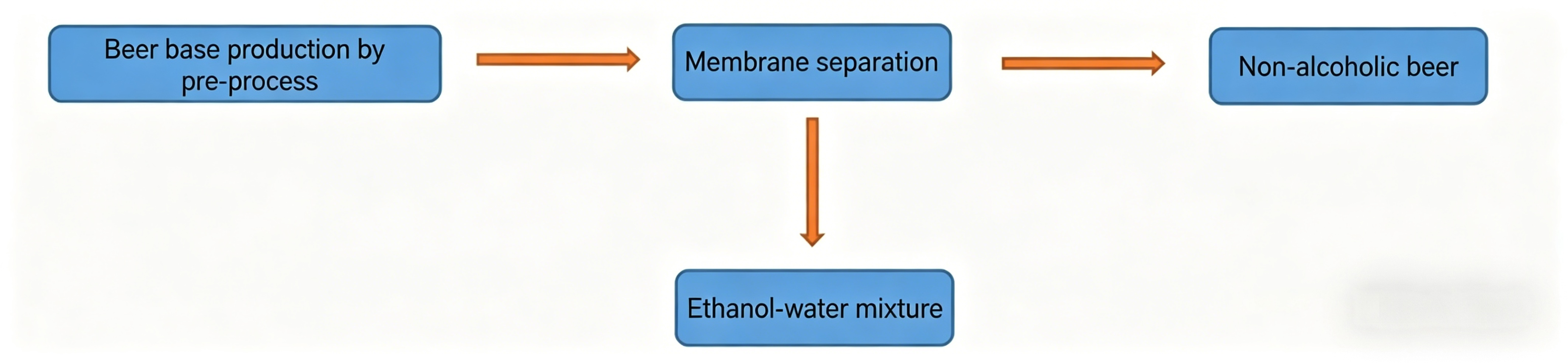
 Main application process of membrane technology in beer dealcoholization:
Main application process of membrane technology in beer dealcoholization:
Economic benefit analysis of applying membrane technology to beer dealcoholization:
Distillation dealcoholization is currently the most common method in China. This technology mainly relies on reducing pressure to lower the boiling point of alcohol to approximately 45°C, so that the alcohol in the beer evaporates. Because the temperature is relatively high, flavor compounds are also evaporated along with the alcohol, resulting in significant taste changes that necessitate the addition of flavor modifiers. Using membrane technology for dealcoholization not only reduces the alcohol content to meet non�alcoholic beer requirements but also effectively controls the temperature during processing, solving the problem of undesirable flavor reactions caused by high temperatures. With membrane technology, the loss of flavor compounds is small, and most of the original beer flavor is retained. The aroma and taste remain largely unchanged from the original beer, eliminating the need for additional flavor modification.
In addition to beer dealcoholization, Guochu Technology‘s novel membrane technology can also be applied to beer concentration.
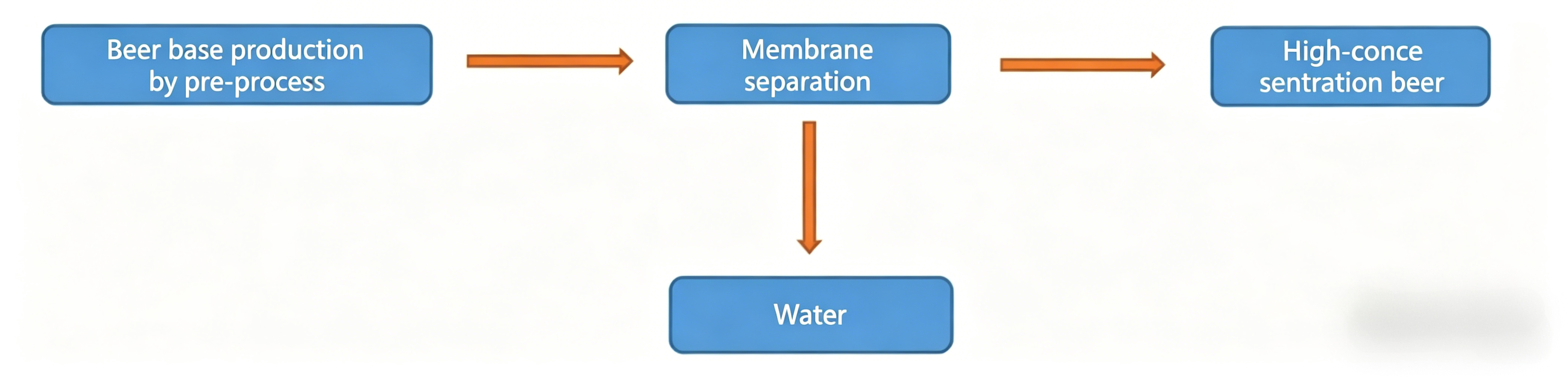
Main application process of Guochu Technology‘s membrane technology in beer concentration:
Membrane technology can effectively concentrate beer, achieving a concentration factor of 5 to 10 times, while flavor compounds are retained in the concentrate, preserving the beer‘s taste to the greatest extent. Concentrated beer has a rich, full-bodied flavor and an intense aroma, forming a new type of beer product. Enterprises can also use beer concentration technology to reduce transportation costs. The volume of concentrated beer is only one-fifth to one-tenth that of regular beer, greatly reducing transport and storage costs.
Advantages of membrane technology:
Operation at ambient temperature, minimal loss of flavor compounds
No phase change, no chemical additives
Good selectivity, effective removal of ethanol
Simple process, easy and convenient operation
Small system footprint, environmentally friendly operation
In addition to producing non-alcoholic beer, low-alcohol beer, and concentrated beer, Guochu Technology‘s novel membrane separation technology can also be applied to produce low-alcohol Chinese yellow wine (rice wine), non-alcoholic yellow wine, and concentrated yellow wine (dealcoholization and concentration of yellow wine); low-alcohol rice wine, non-alcoholic rice wine, and concentrated rice wine (dealcoholization and concentration of rice wine); and low-alcohol sake, non-alcoholic sake, and concentrated sake (dealcoholization and concentration of sake).
Guochu Technology (Xiamen) Co., Ltd. is continuously dedicated to the application and promotion of novel membrane separation technologies. With extensive experience in applying specialty membranes in industries such as pharmaceuticals, chemicals, food, beverages, petroleum, petrochemicals, and nuclear energy, the company can research and develop membrane separation technologies and equipment tailored to customers‘ specific separation requirements.
