Ultrafine nanoparticles refer to nano-sized particles with a particle size between 1 and 100 nanometers. In the industrial field, gold nanoparticles and silver nanoparticles are widely used due to their excellent catalytic properties. Gold nanoparticles not only possess strong oxidation resistance, excellent biocompatibility, and high density but also demonstrate significant application value in the biomedical field. Silver nanoparticles, with their highly efficient bactericidal performance, play an important role in various fields such as electroplating, new energy, and modern medicine. In addition, materials such as nano-SiO₂, nano-ZnO, and nano-SiO₂ composite powders have broad application prospects in industries such as textiles and coatings.
As the application fields of ultrafine nanoparticles continue to expand, their preparation methods and technologies are also constantly advancing and maturing. Currently, the main preparation methods for ultrafine nanoparticles include physical and chemical methods. Physical methods include mechanical milling, cooling drying, ion sputtering, etc., while chemical methods include vapor phase, liquid phase, and solid phase methods. Among these, the liquid phase method is widely adopted in industry due to its simple operation and low cost. However, ultrafine nanoparticles prepared by the liquid phase method present challenges such as extremely small particle sizes, difficulty in collection, inconsistent particle sizes, and the presence of other impurities in the solution. Therefore, a reliable and economical separation and purification system is needed to collect the nanoparticles from the preparation solution and simultaneously remove impurities.
Leveraging its profound expertise in novel separation technologies accumulated over many years, Guochu Technology (Xiamen) Co., Ltd. has successfully integrated novel membrane separation technology into the purification process of ultrafine nanoparticles, achieving efficient purification and obtaining nanoparticles with uniform particle size and high purity.
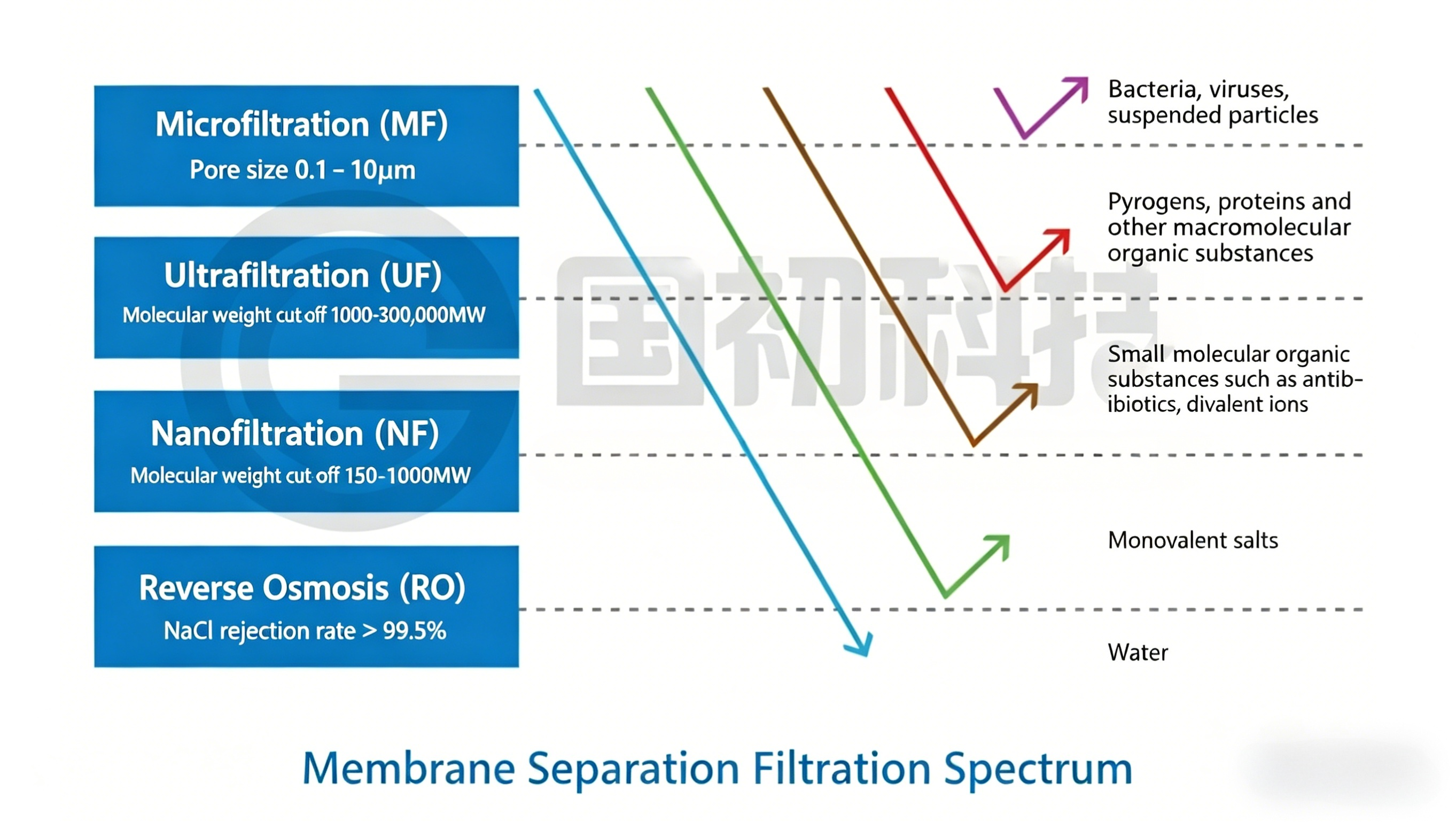
A membrane is a selective barrier between two phases. Simply put, it is a polymer material that can selectively separate a feed solution under a pressure difference. The separation process using such membranes is called membrane separation technology. Unlike conventional filters, membranes have molecular-level separation capabilities, and the process is physical, requiring no phase change or addition of auxiliary agents. Membrane thickness is generally on the micron scale. Based on pore size, membranes can be classified into microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) membranes. In cross-flow membrane processes, the separation and rejection performance of various membranes is distinguished by pore size and molecular weight cut-off. The figure below briefly illustrates four different membrane separation processes (the reflected arrows indicate that the substance cannot permeate through the membrane and is retained):
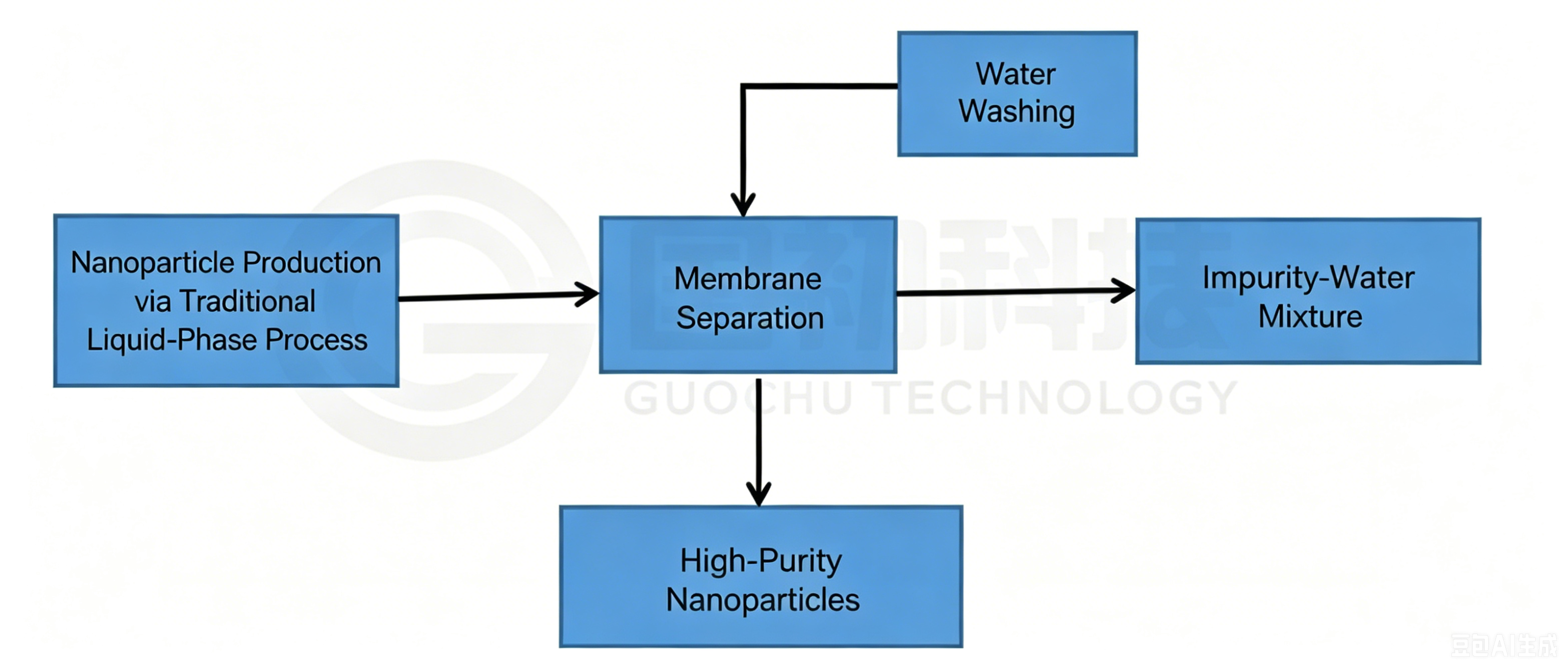
The main application process of membrane technology in the preparation of high-purity nanoparticles:
This process technology is based on advanced membrane separation principles combined with a unique process design, enabling efficient and precise purification of nanoparticles. The advantages are as follows:
Automated control: Reduces manual intervention and improves stability.
Flexible operation: Multiple membrane types are available to suit different requirements.
Continuous production: Suitable for large-scale industrial production, improving efficiency.
Mild conditions: Operates at ambient temperature and pressure, avoiding thermal damage to nanoparticles.
Cost effectiveness: Low overall cost over long-term operation, offering competitiveness.
Environmentally friendly and energy saving: No chemical reagents required, low energy consumption, meeting green chemistry requirements.
High-precision separation: Precise retention of nanoparticles based on pore size selection, achieving high purity.
The novel membrane separation technology developed by Guochu Technology (Xiamen) Co., Ltd. can not only achieve particle size classification and impurity removal for ultrafine nanoparticles but also efficiently concentrate these particles during the purification stage, thereby significantly reducing the processing burden of downstream processes. In addition, Guochu Technology has developed a special membrane system that effectively prevents wear of sealing components caused by ultrafine nanoparticles, thereby extending the service life of the membrane system. The application of this technology not only improves the purity of ultrafine nanoparticles but also reduces production costs, providing strong support for the industrial production of ultrafine nanoparticles.
Since its establishment, Guochu Technology (Xiamen) Co., Ltd. has focused on membrane separation technology, dedicated to promoting novel separation technologies and continuously exploring new applications of membrane separation in fields such as metallurgy, chemicals, biopharmaceuticals, microelectronics, machinery, food, dairy, beverages, and the environment. The company provides targeted filtration and purification integrated solutions to meet the highly differentiated needs of various customers, improving product quality and satisfying customer requirements.



